注塑成型模具的装配作业,是模具制造时不可缺少的一道工序。模具装配通常是按照如下作业步骤进行。
(1)确认模具部件数量
(2)确认模具装配步骤
(3)临时装配模具部件
(4)动作调整
(5)模具最终装配
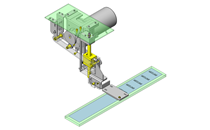
(6)成型机上动作确认
(7)调整缺陷部位(有时可能需要拆解后重新装配)
模具的装配过程中,是将设计、机械加工、精加工、表面处理等所有工序的结果集合在一起,因此各个工序中存在的设计错误、加工错误、零部件订购缺漏等认为错误以及意外缺陷等也将会在这一工序中全部暴露出来。快速发现此类缺陷并安排设计变更和机械加工,也是必不可少的。变更模具设计和进行零部件的机械加工,在物理上都需要消耗人的脑力工作和机械加工时间。模具的试模进度和时间,很大程度上取决于能否确切且准确的判断并及时跟进。
在这里,在模具完成之前,其零部件及数据要经过大量人员及工序,因此或多或少不可避免地会出现信息传递错误以及人为差错。努力避免这些情况的发生很重要,尽管有些人认为在管理中应确保“在心理上绝不允许这类情况发生!”,但我认为这不是一个好主意。我认为,建立起相关机制和指挥体系,确保能够及时处理发生的问题,是更为重要和现实的举措。
那么,让我们给出一些装配过程中的建议。
<确认模具装配步骤>
¡ 在实际开始作业之前,充分熟悉装配步骤非常重要。当可以同时并行完成作业时,可以通过将作业分配给2人以上来缩短作业时间。
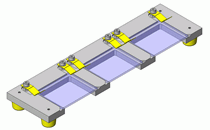
<临时装配>
¡ 用内六角螺栓等紧固零件时,不要从一开始拧紧所有螺栓,而是选择4个左右受力最大的螺栓,将对角线位置上的螺栓均匀拧紧临时固定,在对零部件的整体位置进行微调之后,将所有螺栓完全拧紧。之后,拧紧剩余的螺栓,即可将整个模具稳定固定。
¡ 可以通过使用钢块、大头针、海绵、毯子、橡胶板等辅助装配的小工具来提高装配作业的效率。
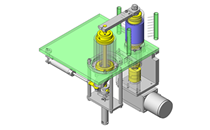
<模具动作调整>
¡ 为了确认侧抽芯滑块、顶出销、回位销等的动作情况,仔细检查整个模具,然后进行局部微调。必须注意的是,如果从一开始就只将视野集中在一处,则在装配中会出现“只见树木不见森林”的情况,最后可能会无法正常动作。